
What are the advantages of more pack?
Effectively, more pack means more cloth per ply. More cloth per ply means:
- More firmness (and therefore, a more aggressive, faster cut)
- More pleats (more surface area, compound applied at the same time)
- Longer life (more material overall)
What makes Spectrum Custom Configured buffs by Hilzinger special?
Hilzinger produces custom buffing wheels made to our specifications (pack, ply, base material, treatment, and clinch ring width). We've taken advantage of Hilzinger's exceptional materials and construction to produce buffing wheels that last longer and produce better results, faster. Hilzinger's strong, wide clinch rings allow us to pack more material into these buffs than otherwise possible, and - although we don't recommend doing so - customers have used these buffing wheels up to and in excess of 8,000 RPM (most 10" buffing wheels are rated to about 3,200-3,400 RPM; Hilzinger rates theirs to 2,000 RPM).

When is pack more or less desirable?
Ideal pack depends on the purpose of your buffing wheel.
Generally speaking, increased pack is desirable when more cutting action is desired.
-
To achieve more cut, ideally you want more pack over a smaller surface area (fewer plys/narrower face = more pressure per square inch).
-
To achieve a cleaner finish, ideally you want less pack over a larger surface area (more plys/wider face = less pressure per square inch).
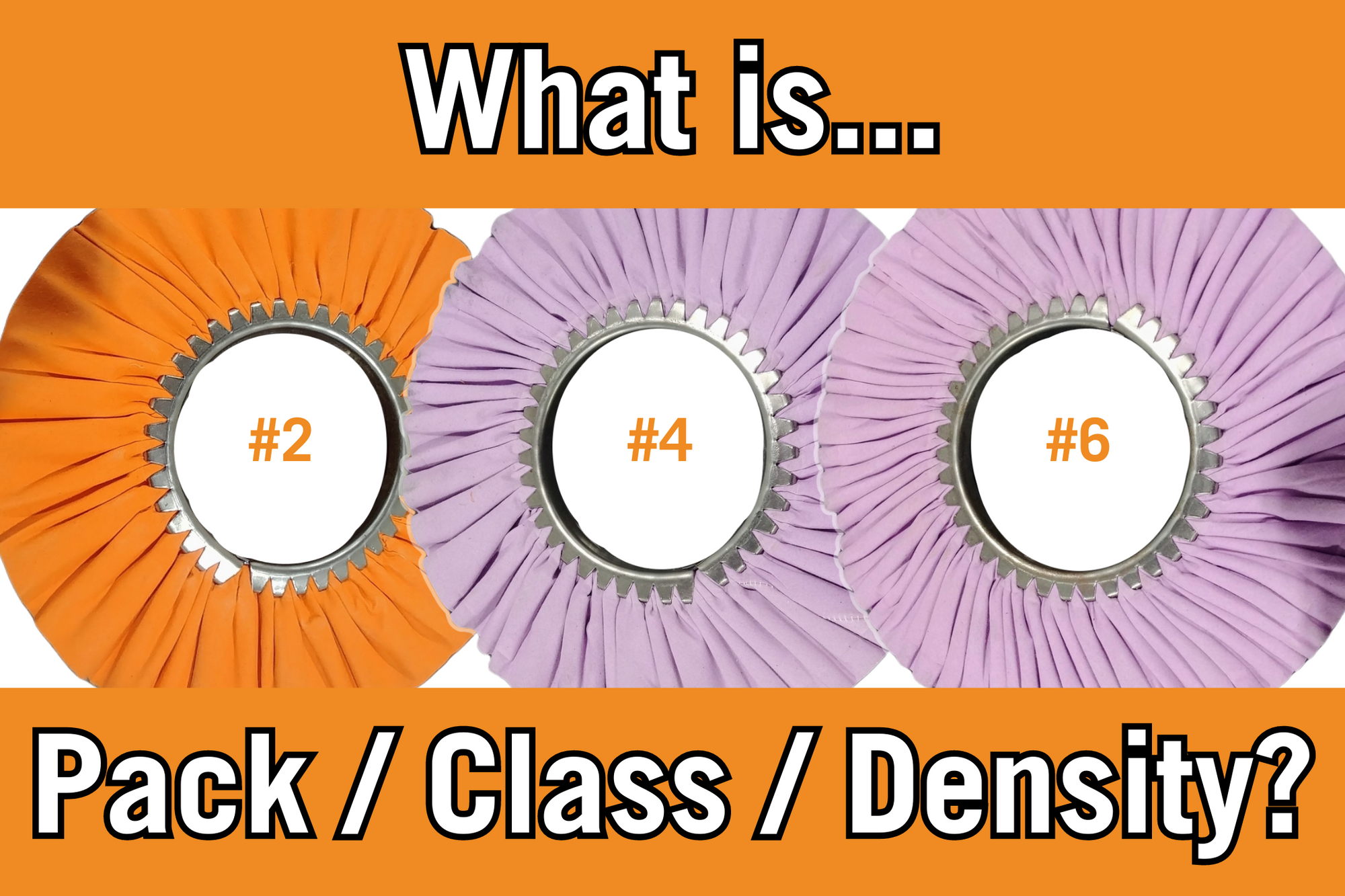
What is standard airway construction?
"Standard" airways are typically #2 (2 Pack, Class 2) construction, sometimes referred to as "Standard Duty".
-
#4 (4 pack, Class 4) buffs are sometimes referred to as "Heavy Duty"
However, this should be taken with a grain of salt as the thread count and quality (weight, yarn size, etc.) of the base material itself will have a significant impact on the lifespan and effectiveness of a buffing wheel.
-
E.g., a buffing wheel made with high quality cotton and a lower pack will achieve superior results, faster, and far outlast a buffing wheel made with a great deal of tissue paper).
In addition, a finishing buff with lower pack but more plys could very well have more overall material in the buff, resulting in a longer lifespan than a buff with higher pack but fewer plys.
How is pack determined?
Airway buffing wheels are assembled in iris machines that pinch the cloth into a clinch ring. Before assembly, cloth is wound around a drum. Each wrap of the drum represents plys (the iris pinches the cloth into twice as many plys as wraps; e.g., 8 wraps become 16 plys). How much material goes into each ply is determined by the size of the drum. Buffing wheel pack is determined by the outside diameter of the drum in relation to the outside diameter of the buffing wheel. Pack is NOT determined by the size of the clinch ring: as a result, a 10" x 3" buffing wheel in a #2 configuration will have significantly less cloth per ply than a 12" x 3" or 12" x 5" buffing wheel in a #2 configuration.
- A 10" buff produced on a 12" drum produces a #2 buff (12" - 10" = #2).
- A 10" buff produced on a 14" drum produces a #4 buff (14" - 10" = #4).
- A 12" buff produced on a 14" drum produces a #2 buff (14" - 12" = #2).
Our 10" x 3" grey (heavy cut) and yellow (primary cut) buffing wheels are made in an astounding #5 configuration - each strip of cloth is 5x the circumference of the clinch ring, with about 47 linear inches of cloth per ply on a 3" diameter ring.
Our 12" x 5", #6 grey and yellow buffing wheels have 20% more material per ply than our equivalent 10" buffing wheels, while our special 12" x 5", #8 grey has 33% more (67% more than a "standard" 10", #2 buff)! Combined with the higher surface speeds of a larger diameter buff, this represents exceptional cutting action.

Osborn 12" x 5" Lavender Mill Treat (#4, 16 Ply) vs. Hilzinger 12" x 5" Grey Mill Treat (#8, 16 Ply). 25% more material in the Class 8 buff vs. a "Heavy Duty" Class 4. More firmness, more life!